| 材质:不锈钢 | 产地:河北孟村 | 等级:一级 |
| 品牌:蕴升 | 特殊功能:耐高压 | 型号:齐全 |
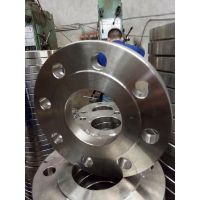
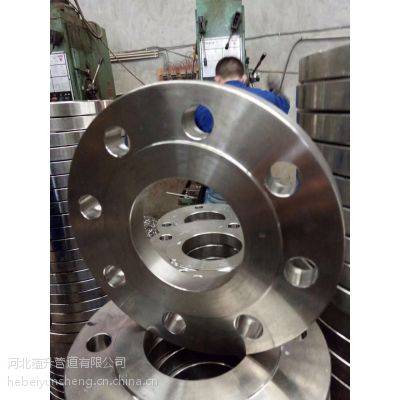
在HG中,对焊法兰、平焊法兰、承插焊法兰执行的标准不同。适用的场合也不同,另外,对焊法兰是接口端的管径和壁厚与所要焊接的管子一样,就合两个管子一样焊接。
平焊法兰是接口处加工了比管子外径略大一点的一个凹台,管子插在里面焊的。
对焊的焊接性能比较好,腐蚀比较小。
平焊法兰一般用于低、中压管道,对焊法兰用于中、高压管道的连接,对焊的法兰一般是至少PN2.5MPa,采用对焊是为了减少应力集中
各种法兰的特点:
承插焊法兰适用小口径,高压,高温管道连接方式。
平焊是象对焊一样有个凸台,凸台上面开了个凹槽,然后管子插在里面焊。
承插焊就是没有凸台,在法兰体上直接开了个凹槽,就象盲法兰上面开了个孔,然后再开个凹槽。
平焊比承插焊的焊接性能要好一点点
对于大型环件弯卷成型的研究,综观国内外研究现状还基本处于起步阶段,国外对于这方面的研究还相对成熟,一些国外的专家学者对于采用弯卷的方式加工环件做出了一定研究,德国一家公司已经用类似方法批量生产大型法兰环件的坯料了,由于技术保密的原因,我们对于该方法的变形机理和成形工艺并不了解。在国内,对于大型环件弯卷成形的研究还比较少,只是对弯卷成形的工艺方法进行了比较基础的研究[22-24],对于包括:弯卷成形的动力学、运动学规律研究、影响弯卷变形几何精度和组织性能变化规律的研究,弯卷过程辊系受力分析、弯卷设备的力能参数及弯卷设备的设计理论还很少见,因此严重影响了弯卷工艺技术的应用与发展,也影响了环件生产的节能减材和快速成形。所以急需研究弯卷成形工艺技术方法,建立弯卷过程的控制理论,通过力学计算和系统优化设计,建立大型环件弯卷成形设备的力能参数、机构优化途径和设备控制方法。
 环件在高温下的弯卷成形受到材料学、传热学、接触力学、运动学、动力学等多因素耦合作用,是一种断面不均匀变形的复杂过程,工艺参数的设计和建立没有系统方法可以依据,如果只是通过大量的试验来获取相关数据,缺乏理论基础来指导,对人力、物力和时间都是***的浪费,并且不一定能得到满意的结果,这限制了该项技术优势的充分发挥。所以要想较好的解决弯卷成形工艺和设备问题,必须通过基础理论计算和有限元分析等多种手段对影响弯卷成形工艺的因素进行全面系统的分析和研究。
环件在高温下的弯卷成形受到材料学、传热学、接触力学、运动学、动力学等多因素耦合作用,是一种断面不均匀变形的复杂过程,工艺参数的设计和建立没有系统方法可以依据,如果只是通过大量的试验来获取相关数据,缺乏理论基础来指导,对人力、物力和时间都是***的浪费,并且不一定能得到满意的结果,这限制了该项技术优势的充分发挥。所以要想较好的解决弯卷成形工艺和设备问题,必须通过基础理论计算和有限元分析等多种手段对影响弯卷成形工艺的因素进行全面系统的分析和研究。